

Manufacturing & Industrial HVAC in Oklahoma: Process Cooling, Ventilation, VFDs, and Uptime Strategy
A practical Oklahoma guide for industrial facilities: process vs comfort cooling, ventilation for welding and heat loads, VFD and controls upgrades, and maintenance strategies that protect uptime.
Manufacturing & Industrial HVAC in Oklahoma: Process Cooling, Ventilation, VFDs, and Uptime Strategy
Quick Answer

Industrial HVAC is not “bigger commercial HVAC”
Industrial facilities have different drivers:
| Factor | Commercial Building | Industrial Facility |
|---|---|---|
| Primary load | Occupancy/comfort | Process heat and equipment |
| Contaminants | Minimal | Welding fumes, dust, VOCs |
| Success metric | Comfort complaints | Production uptime |
| Downtime cost | Inconvenience | Revenue loss per hour |
The correct approach is to treat industrial HVAC as an operational system—part of production continuity.
For a metro-level response and uptime model, see our commercial HVAC guidance for Oklahoma City industrial parks.
Process cooling vs comfort cooling (separate them or suffer)
Many industrial facilities get into trouble when one system tries to do everything.
Process vs Comfort Cooling Comparison
| Aspect | Process Cooling | Comfort Cooling |
|---|---|---|
| Examples | Injection molding, process water, machine cooling | Break rooms, offices, warehouse |
| Temperature tolerance | Very tight (±1-2°F) | Moderate (±3-5°F) |
| Failure impact | Production stops | Complaints |
| Recovery requirement | Fast (minutes) | Slower acceptable |
| Recommended approach | Dedicated loop | Standard HVAC |
Process cooling
Examples:
- injection molding equipment cooling
- process water loops
- machine cooling for sensitive equipment
Success metrics:
- stable process temperatures
- predictable capacity
- fast recovery after disturbances
Comfort cooling
Examples:
- break rooms, offices, controlled environments for personnel
- general warehouse cooling strategies
Success metrics:
- acceptable temperature and humidity for occupancy
- reasonable energy use
Key Insight: When process and comfort loads are tied together without a plan, problems cascade: a comfort issue becomes a process issue, or vice versa.
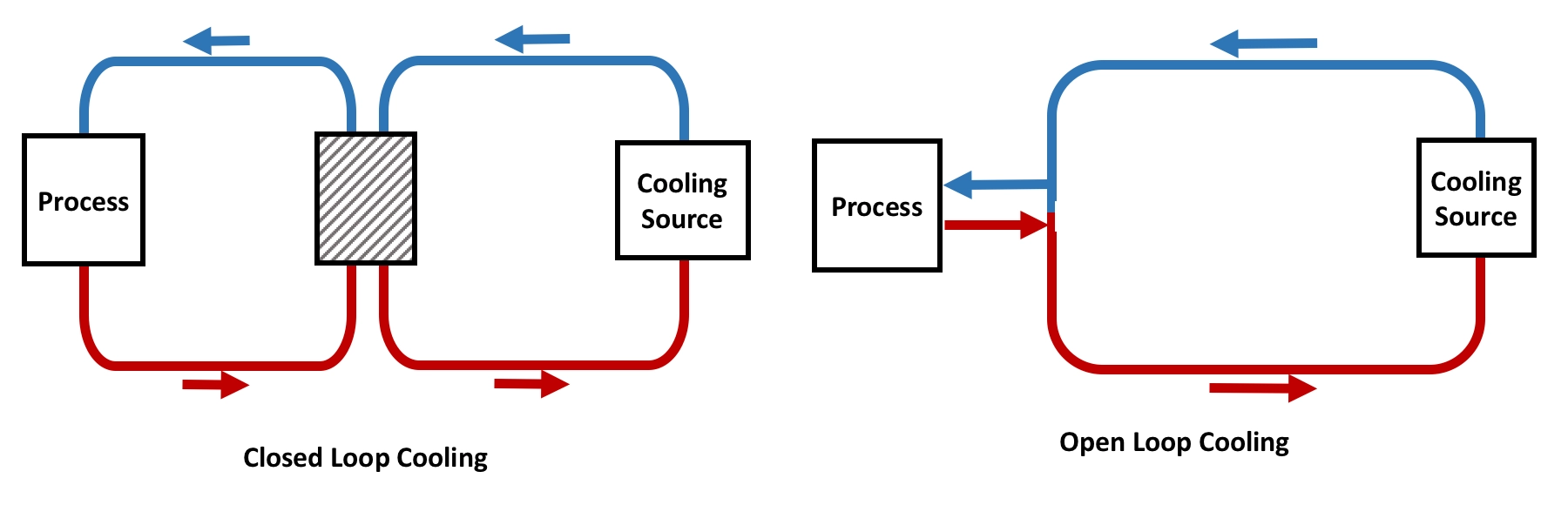
Photo credit: adamsengineers.com
Ventilation strategy for industrial operations
Ventilation isn’t “add a big exhaust fan.” It’s about:
Industrial Ventilation Strategy Matrix
| Ventilation Goal | Method | Critical Success Factor |
|---|---|---|
| Capture contaminants | Source capture hoods | Proper positioning |
| Control pressure | Balanced exhaust/MAU | Avoid negative building |
| Provide make-up air | Dedicated MAU | Matched to exhaust volume |
| Manage energy/humidity | Tempered MAU, economizers | Controls tuning |
Welding shops and fabrication areas
Typical needs:
- source capture where possible
- exhaust balanced with make-up air
- filter and maintenance discipline (industrial dust loads are heavy)
Common failure modes:
- make-up air units down → building goes negative → doors slam and comfort/IAQ suffer
- filters loaded → airflow drops → contaminants linger
Heat-load zones (ovens, compressors, process equipment)
Best practice:
- isolate and exhaust heat where feasible
- avoid dumping heat into general occupancy zones
- consider dedicated cooling for critical equipment rooms
VFDs: where they help and where they get misunderstood
VFD Application Guide
| Application | Benefit | Watch Out For |
|---|---|---|
| Pump speed control | Match flow to demand, energy savings | Minimum speed for flow proof |
| Fan speed control | Part-load efficiency, reduced noise | Duct static requirements |
| Chiller compressor | Capacity matching | Manufacturer requirements |
| Tower fans | Approach control | Proper staging sequence |
VFDs are a strong tool for industrial facilities when applied correctly:
- pumps and fans match speed to demand
- improved part-load efficiency
- reduced mechanical stress from hard starts
But VFDs can cause problems if:
- minimum speed is set too low (flow proof failures)
- controls tuning is poor (hunting and instability)
- electrical and harmonic considerations aren’t addressed
VFD success requires controls discipline and commissioning—especially on older systems.
Annual Pump Energy Cost
Saved $30,000 USD
Controls and automation: the “industrial HVAC multiplier”
In many industrial facilities, the biggest wins are controls wins:
- correct staging and sequencing of multiple units
- stable setpoints and deadbands (avoid oscillation)
- alarm routing and trend visibility
Recommended Trend Points
| System | Trend Points | Why |
|---|---|---|
| Process loops | Supply/return temps, flow | Catch drift early |
| Pumps | Speed, DP, amps | Efficiency and health |
| AHUs | Discharge temp, static | Zone comfort |
| Alarms | Frequency, type | Pattern recognition |
| Equipment | Runtime hours | PM scheduling |
Pro Tip: If you don’t trend it, you can’t improve it.
If leadership is asking for financial justification, convert these trends into a business case with our commercial HVAC retrofit ROI calculation guide.
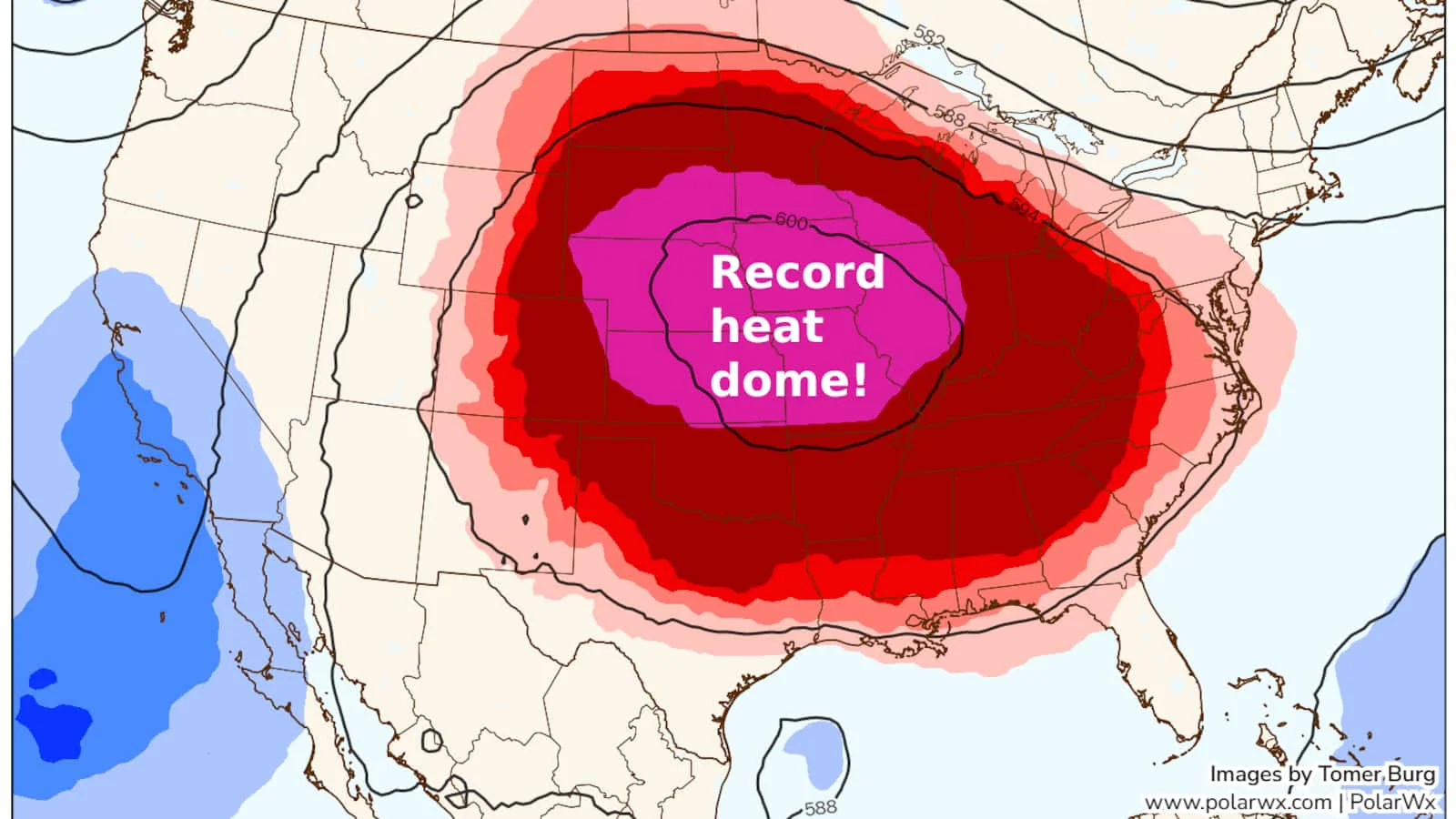
Oklahoma-specific industrial challenges
Peak Summer Heat Events
| Challenge | Impact | Mitigation |
|---|---|---|
| High ambient temps | Condenser performance drops | Pre-summer coil cleaning |
| Extended heat waves | Margin shrinks daily | Verify peak-condition sequencing |
| Demand charges spike | Energy cost surge | Load management strategy |
Plan:
- pre-summer coil cleaning and tower readiness
- confirm sequencing is tuned for peak conditions (not just mild days)
Dust and Wind-Driven Debris
| Challenge | Impact | Mitigation |
|---|---|---|
| Outdoor dust loads | Clogged coils and filters | Increased maintenance cadence |
| Airborne debris | Accelerated fouling | Intake protection |
Power Events
| Challenge | Impact | Mitigation |
|---|---|---|
| Storm restarts | Nuisance trips, motor stress | Documented restart procedures |
| Voltage sags | Equipment damage | Electrical coordination |

Maintenance planning that protects uptime
Industrial uptime is protected by:
Industrial Maintenance Planning Matrix
| Task | Frequency | Impact If Skipped |
|---|---|---|
| Filter replacement | Monthly-quarterly | Airflow reduction, contamination |
| Coil cleaning | Quarterly-annually | Capacity loss, trips |
| Belt/bearing inspection | Quarterly | Unexpected downtime |
| Water treatment | Continuous | Scaling, Legionella, fouling |
| Tube cleaning | Annual | Rising approach temps |
| Controls review | Quarterly | Drift, instability |
| Spare parts audit | Semi-annual | Extended downtime |
The goal is to reduce “unknown downtime.”
When unknown downtime becomes active alarms, escalate using the steps in our 24/7 emergency HVAC response playbook.
Decision guidance: when to call for professional support
Call for support when:
- process temperatures drift and production is at risk
- ventilation is creating IAQ or pressure problems
- VFDs and controls are hunting or causing trips
- equipment is operating near limits during peak heat
Industrial HVAC problems often have multiple causes; professional troubleshooting saves time when the cost of downtime is high.
Need industrial HVAC support in Oklahoma?
Total Mechanical Services supports industrial HVAC, process cooling, automation, and piping coordination across Oklahoma. Call (405) 223-9900 or request a proposal.
Disclaimer: This guide is informational and does not replace engineering design, industrial hygiene requirements, or OEM procedures. Site conditions and process requirements vary significantly.
Related Resources

Oklahoma Ice Storm HVAC Recovery: Freeze Damage Triage, RTU/Chiller Plant Checks, and Safe Restart
A practical Oklahoma guide to recovering HVAC after ice storms: pre-storm prep, freeze damage triage, thaw and restart strategy, and documentation for insurance and risk control.

Commercial HVAC Retrofit ROI in Oklahoma: How to Calculate Payback, NPV, and Risk (Facility + CFO Guide)
A practical framework for Oklahoma facilities to calculate HVAC retrofit ROI: baseline energy, maintenance and downtime costs, incentives, simple payback vs NPV, and risk-adjusted decisions.
Protecting Commercial HVAC From Oklahoma Heat Domes: High-Ambient Strategy, Coil Cleaning, and Load Management
A practical Oklahoma guide to surviving heat domes: high-ambient chiller/RTU performance, coil cleaning cadence, tower readiness, demand management, and emergency cooling planning.
Need Help with Your System?
Our expert team is ready to assist with design, installation, maintenance, and troubleshooting.