

Commercial Chiller Tube Cleaning in Oklahoma: Frequency, Methods, and Hard-Water Reality
A field-practical guide to chiller tube cleaning for Oklahoma facilities: how hard water and tower chemistry affect efficiency, how often to clean, and what methods work.
Commercial Chiller Tube Cleaning in Oklahoma: Frequency, Methods, and Hard-Water Reality
Chiller tube cleaning is one of those maintenance items that feels optional—until your plant can’t hold setpoint during the first 100°F week. In Oklahoma, water quality and tower chemistry make tube fouling a real, recurring issue. Whether you run a water-cooled centrifugal chiller, a screw machine, or a large condenser-water plant, tube cleanliness directly affects approach temperatures, head pressure, compressor amps, and your energy bill. This guide explains what tube fouling does, how to decide on cleaning frequency, and how to run a tube cleaning program that actually prevents summer emergencies.
Quick Answer: How often should you clean chiller tubes in Oklahoma?
For most Oklahoma commercial facilities with cooling towers, we recommend annual tube inspection and cleaning as the baseline—and more frequent attention if your condenser approach is trending upward, your tower chemistry is inconsistent, or you run high hours. If you see rising head pressure, reduced capacity, or approach temperatures exceeding design, schedule tube cleaning sooner rather than later; tube fouling almost never improves on its own.
If you’re still deciding which condenser-side strategy best fits your team, this should be read alongside our air-cooled vs water-cooled chiller guide for Oklahoma.

Photo credit: skillcatapp.com
Why tube cleanliness matters (the “approach temperature” explanation)
Facility teams often hear “approach temperature” but don’t get a plain explanation. Here’s the practical version:
- Your chiller is a heat exchanger plus a compressor.
- If tubes are clean, heat moves efficiently from water to refrigerant (evaporator) and from refrigerant to condenser water (condenser).
- If tubes are fouled, heat transfer drops, so the chiller must run harder to do the same work.
The best “early warning” is often a rising approach temperature or a chiller that used to hold setpoint easily but now runs near limits.
| Condition | Approach Temperature | Energy Impact | Capacity Impact |
|---|---|---|---|
| Clean tubes (design condition) | 1-2°F | Baseline efficiency | Full rated capacity |
| Light fouling | 3-4°F | 5-10% efficiency loss | 95% capacity |
| Moderate fouling | 5-7°F | 15-25% efficiency loss | 85-90% capacity |
| Heavy fouling | 8°F+ | 25-40% efficiency loss | Significant derating |
Chiller Efficiency (kW/ton)
Saved 0.1
Oklahoma’s hard-water and tower chemistry reality
Oklahoma facilities often deal with a combination of:
- hard makeup water (scale risk)
- warm summer tower operation (biofilm risk)
- drift, dust, and debris loading
- inconsistent chemical feed (common when staffing is lean)
All of those accelerate fouling. The “tube bundle” doesn’t care why chemistry drifted—it just records it as scale, biofilm, or corrosion products.
For the tower-side controls that prevent repeat fouling, use our cooling tower maintenance and Legionella prevention playbook.
| Water Quality Factor | Oklahoma Reality | Fouling Risk | Mitigation Strategy |
|---|---|---|---|
| Water hardness | 150-300+ ppm common | Scale buildup | Proper blowdown, softening, inhibitors |
| Summer tower temps | 85-95°F+ basin temps | Biofilm growth | Biocide program, regular tower cleaning |
| Dust and cottonwood | Heavy spring/summer loading | Debris fouling | Basin cleaning, strainer maintenance |
| Chemical program gaps | Lean staffing, inconsistent feed | All fouling types | Automated chemical feed, vendor partnership |
Signs your chiller tubes likely need attention
Tube fouling rarely shows up as a single dramatic alarm. It shows up as performance decline and “near-miss” trips.
Common indicators
| Symptom | What It Indicates | Urgency |
|---|---|---|
| Rising condenser approach over weeks/months | Progressive fouling | Schedule cleaning soon |
| Higher compressor amps at same load | Increased lift requirement | Schedule cleaning |
| High head pressure alarms during heat events | Condenser-side restriction | Clean before next heat event |
| Chiller runs longer to satisfy load | Reduced capacity | Investigate and plan cleaning |
| Tower seems to work harder with less payoff | Heat rejection efficiency loss | Check tubes and tower |
What tube fouling can look like in the real world
| Fouling Type | Appearance | Cause | Cleaning Method |
|---|---|---|---|
| Scale | Hard, white/gray mineral deposits | Hard water, poor blowdown | Chemical or mechanical |
| Biofilm | Slimy, brown/green biological growth | Warm water, insufficient biocide | Chemical with biocide |
| Corrosion products | Rust/oxide coating, pitting | pH drift, oxygen, galvanic issues | Mechanical, then passivation |
| Mixed fouling | Combination of above | Multiple program gaps | Combination approach |
Tube cleaning frequency: a practical framework (not a guess)
Rather than pick a calendar date and hope, use this decision framework:
Baseline program (most facilities)
- Annual inspection and cleaning before peak summer demand
- Water treatment review and documentation check
- Post-cleaning performance baseline captured (so you can trend next year)
More frequent inspection (higher risk)
Consider semi-annual checks if:
- your facility runs high hours (24/7 loads)
- you have known tower chemistry instability
- you operate critical environments (healthcare, process)
- you’ve had repeated high head pressure or capacity complaints
“As needed” triggers (data-driven)
Clean sooner if you see:
- sudden approach deterioration
- recurring head pressure alarms during normal weather
- chiller capacity shortfall without a load change
| Facility Profile | Recommended Frequency | Key Triggers for Earlier Cleaning |
|---|---|---|
| Standard commercial (office, retail) | Annual | Approach trending up, capacity complaints |
| Healthcare (24/7 critical) | Semi-annual or as-needed | Any performance deviation |
| Industrial process | Semi-annual minimum | Process temp excursions |
| Hospitality (seasonal peaks) | Pre-season annual | Guest complaints, high-load periods |
| Data center | Quarterly inspection, annual clean | Any approach change |
Cleaning methods: what works and what can go wrong
There’s no single method that fits every tube bundle. The goal is to remove deposits without damaging tube integrity.
| Method | Best For | Pros | Cons | Risk If Done Wrong |
|---|---|---|---|---|
| Mechanical brushing | Soft deposits, standard bundles | Effective, controllable | Labor-intensive | Missed tubes, wrong brush size |
| Chemical cleaning | Scale, hard deposits | Dissolves mineral buildup | Requires proper procedure | Tube damage, incomplete neutralization |
| High-pressure water | Specific fouling scenarios | Fast when configured correctly | Not universal | Tube damage if misapplied |
1) Mechanical brushing
Best for: soft deposits, many standard tube bundles
Pros: straightforward, effective, controllable
Cons: labor-intensive; requires proper setup and access
Common mistakes:
- using incorrect brush size
- incomplete coverage (missed tubes)
- failing to verify results (no post-cleaning checks)
2) Chemical cleaning
Best for: scale and deposits that brushing won’t remove
Pros: can dissolve scale effectively
Cons: requires strict procedure, neutralization, disposal planning, and compatibility checks
Common mistakes:
- using chemicals incompatible with tube metallurgy
- inadequate neutralization
- skipping post-cleaning passivation
3) High-pressure water / jetting (where appropriate)
Best for: specific fouling types and access scenarios
Pros: fast when configured correctly
Cons: can be risky if applied incorrectly; not a universal solution

Eddy current testing: when you should add it
Cleaning is about heat transfer. Eddy current testing is about tube integrity.
Add eddy current testing when:
- the chiller is critical to operations
- the bundle has a history of leaks
- water chemistry issues suggest corrosion risk
- you’re planning capital decisions (repair vs replace)
Eddy current can help you avoid the “surprise tube leak” that turns a maintenance weekend into an emergency outage.
| Situation | Eddy Current Recommended? | Rationale |
|---|---|---|
| Routine annual cleaning | Optional | Baseline if budget allows |
| History of tube leaks | Yes | Identify progressive damage |
| Chiller over 15 years old | Yes | Age-related degradation |
| Known chemistry issues | Yes | Corrosion assessment |
| Capital planning (replace vs repair) | Yes | Inform decision with data |
| Critical facility (healthcare, data) | Yes | Risk mitigation |
Water treatment and tube cleaning are a single system
Tube cleaning without water treatment is like changing oil without fixing the leak. If chemistry isn’t stable, the bundle will foul again quickly.
If this instability is already creating repeated summer alarms, follow the escalation steps in our 24/7 emergency HVAC response guide.
A realistic water program includes:
- documented chemical feed and control
- routine testing logs (not just “we added some chemical”)
- tower cleaning and inspection cadence
- drift eliminator and basin hygiene attention
| Program Element | Frequency | Purpose |
|---|---|---|
| Chemical feed verification | Daily/continuous | Maintain treatment levels |
| Water testing and logging | Weekly minimum | Document chemistry trends |
| Tower cleaning | Quarterly | Remove debris, biofilm |
| Basin cleaning | Semi-annual | Remove sediment accumulation |
| Drift eliminator inspection | Annual | Reduce water loss and contamination |
| Full program review | Annual | Optimize treatment approach |
Oklahoma-specific seasonal calendar (what we recommend)
This is a practical seasonal cadence for Oklahoma:
| Season | Activities | Why This Timing |
|---|---|---|
| Late winter (Feb-Mar) | Plan inspections, confirm water treatment vendor schedules | Lead time for spring work |
| Spring (Apr-May) | Execute tube cleaning, coil cleaning, tower prep | Complete before peak heat |
| Summer (Jun-Aug) | Monitor approach and head pressure trends, watch for cottonwood | Catch problems early |
| Fall (Sep-Oct) | Capture season-end performance notes, plan next year | Document for trending |
Cost of deferred tube cleaning (why it’s rarely “saving money”)
Deferred tube cleaning typically shows up as:
- higher electrical consumption
- increased wear on compressors and starters
- nuisance alarms and emergency calls
- lost productivity and occupant impact
Even if you don’t calculate every kWh, you can feel it operationally: the plant runs harder with less stability.
To quantify that impact for budget approval, map these penalties into the commercial chiller TCO framework.
Annual Chiller Energy Cost
Saved $10,000 USD
| Cost Category | Deferred Maintenance | Proactive Program |
|---|---|---|
| Energy (annual) | 15-30% premium | Baseline |
| Emergency repairs | Higher frequency | Lower frequency |
| Compressor wear | Accelerated | Normal life |
| Downtime impact | Higher risk | Lower risk |
| Tube replacement | Earlier | Extended life |
Common mistakes we see in tube cleaning programs
- Cleaning only after an emergency (reactive)
- No baseline approach temperature recorded
- No coordination with water treatment
- Ignoring strainers and flow issues (water-side)
- Skipping inspection of tube sheets and bundle condition
When to call for professional chiller service
You should involve qualified chiller service when:
- the chiller is tripping on high pressure or losing capacity
- you suspect tube leaks or have recurring refrigerant issues
- you need eddy current testing and integrity evaluation
- your water treatment program is inconsistent and performance is declining
Need tube cleaning or performance diagnosis in Oklahoma?
Total Mechanical Services supports commercial chiller maintenance and troubleshooting across Oklahoma. Call (405) 223-9900 or request a proposal.
Disclaimer: This guide is informational and does not replace OEM procedures or qualified service. Chemical cleaning and tube integrity testing must follow manufacturer guidance and safety requirements.
Related Resources
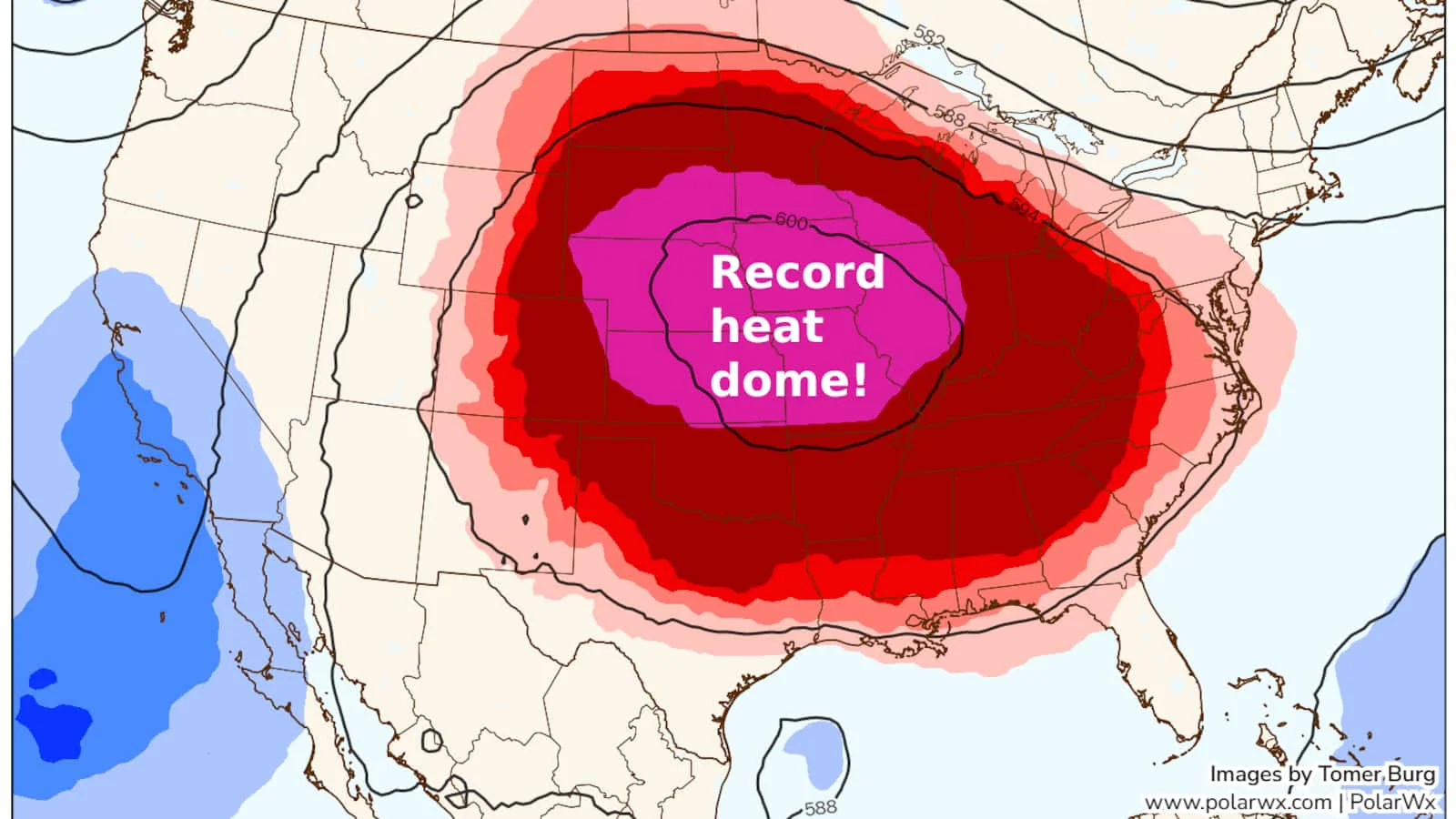
Protecting Commercial HVAC From Oklahoma Heat Domes: High-Ambient Strategy, Coil Cleaning, and Load Management
A practical Oklahoma guide to surviving heat domes: high-ambient chiller/RTU performance, coil cleaning cadence, tower readiness, demand management, and emergency cooling planning.

Oklahoma Ice Storm HVAC Recovery: Freeze Damage Triage, RTU/Chiller Plant Checks, and Safe Restart
A practical Oklahoma guide to recovering HVAC after ice storms: pre-storm prep, freeze damage triage, thaw and restart strategy, and documentation for insurance and risk control.

Cooling Tower Maintenance and Legionella Prevention in Oklahoma: A Practical Facility Playbook
A practical Oklahoma guide for cooling tower maintenance and Legionella risk reduction: what to monitor, how to document, and how to avoid the failures that lead to outbreaks.
Need Help with Your System?
Our expert team is ready to assist with design, installation, maintenance, and troubleshooting.